Every serious angler knows the moment. You're standing in a gear shop — or scrolling through a Performance Fishing Shirts supplier catalog at midnight — staring at two shirts that look almost the same on the hanger. On the water, though, they perform worlds apart.
The difference has nothing to do with the logo or the colorway. It comes down to how the fabric was built, thread by thread, at the structural level.
Woven or knit — this one construction choice shapes everything. It decides how a moisture-wicking fishing shirt sheds sweat during a mid-July offshore grind. It also decides how well a tournament jersey moves through a backcast at 6 a.m.
This isn't a surface-level fabric glossary. It's a field-tested, supply-chain-informed breakdown of which construction wins — and under what conditions. Read this, and you can stop guessing. Start choosing with precision.
Fabric Architecture & Mechanical Behavior: Knit Loops vs Woven Interlacing
Thread count, GSM, yarn denier — everyone throws these numbers around. But none of them matter until you answer one structural question first: are those yarns looped or interlaced ?
These are not two versions of the same thing. They are two different mechanical systems. Full stop.
Knit fabric starts with a single continuous yarn folded into interlocking loops. Under tension, those loops don't stretch — they reorganize . They bend, rotate, and slide. A weft-knit construction delivers up to 40% mechanical stretch with zero elastane added . That comes from loop geometry shifting position, nothing else. Add spandex, and that number climbs past 150–200%. That's not a material property. That's architecture doing the work.
Woven fabric runs on opposite logic. Warp and weft yarns cross at 90°, locked at every intersection. The yarn path stays straight. The grid acts like a rigid sheet — a plain-weave cotton poplin resists deformation beyond 3–5% in either direction . Pull harder, and you're pulling the yarn itself. No geometry shifts. Nothing reorganizes.
That difference shapes everything a performance fishing shirt must do:
Stretch fabric fishing clothing needs a knit. Wovens don't give you the multi-axial movement needed for a hard backcast or a low crouch over a gunnel.
Ripstop woven fishing shirts use that locked-grid strength. Stress travels along straight, interlaced yarns. Localized damage stays localized.
Knit loops trap air pockets, soften the hand feel, and resist creasing on their own. Woven grids hold shape, resist abrasion, and give cleaner structure for UPF sun protection fabric builds.
One gives you mobility at the cost of stability. The other gives you stability at the cost of motion. Neither choice is wrong — but on the water, picking the wrong one costs you.
6-Core Performance Metrics: Quantitative Side-by-Side Breakdown
Six numbers tell you more than six paragraphs. Here's what the data looks like — same GSM range, same fiber, same finish protocol — woven and knit constructions tested under identical conditions.
1. UPF / Sun Protection
Tight woven interlace hits UPF 40–50+ at just 80–120 gsm . The locked grid blocks UV at the structural level. No chemical treatment needed.
Knits need more support to reach the same rating. You're either pushing gauge above 30, adding GSM, or relying on a permanent UV-absorbing finish that breaks down wash after wash. The label rating isn't the number to watch. The real metric is % UV blocked at wash 30 .
2. Breathability / Airflow
Loop geometry wins this category. Knit's open pore structure delivers higher natural air permeability — measured in CFM or L/m²/s — straight from the loom, no extra work required.
Wovens close the gap through design choices: laser-cut vent panels , lightweight microfiber yarns, mesh inserts. Check the vent panel area % on spec sheets. That number carries weight the base fabric alone cannot.
3. Moisture Wicking & Dry Time
Performance knits hit >3 mm vertical wick per 30 seconds and >2 mm/s lateral spread . Fiber choice makes a real difference here. Polyester wicks 25–30% faster than nylon . That's the baseline.
Dry time is where fabrics split hard. Optimized fabrics return to a dry feel in under 60 seconds . Cotton or nylon blends without treatment sit above 120 seconds . On an offshore deck at noon, you feel that 60-second gap in a very physical way.
4. Four-Way Stretch & Mobility
Knits give you full overhead casting range with no pattern changes. Wovens need extra construction work to get close — underarm gussets , action backs , or 2–6% elastane warp insertion just to reach a similar range of motion.
Track these three metrics: stretch % , recovery % , and how many pattern additions the woven version needed to hit the same range-of-motion angle.
5. Abrasion & Tear Resistance
Ripstop and plain weave outperform knits on rough boat decks, PFD buckles, and guide hardware. The gap shows up across Martindale cycle counts and tear strength in Newtons — not just in one test, but across all of them.
Knits snag. Without high-tenacity filament yarn and tight float control, hooks catch loops and pull them out. Pilling grade and snag rating belong on every fishing shirt durability spec sheet — don't skip them.
6. Print & Sublimation Compatibility
Jersey and interlock knits absorb sublimation dyes with better coverage. Full-print tournament graphics land cleaner, with higher color saturation across the whole print surface.
Wovens give you sharper edges for screen print and DTG work. The tradeoff: a loose weave structure increases ink bleed width , and that bleed softens your edge advantage fast. Before you commit at production volume, measure bleed width in millimeters and test print washfastness on both options.
The Scorecard at a Glance
Performance Metric | Knit Advantage | Woven Advantage |
|---|---|---|
UPF / % UV Blocked | Needs finish or higher GSM | Structural, wash-stable |
Air Permeability | Higher natural airflow | Requires vent engineering |
Wicking Rate + Dry Time | >3mm/30s; <60s dry | Comparable with finish |
Stretch + Recovery | 40%+ inherent; no elastane needed | Requires gussets or elastane |
Abrasion + Tear Resistance | Snag-prone without filament yarn | Ripstop structure wins |
Print Uniformity + Bleed | Sublimation uniformity | Screen/DTG edge sharpness |
No single fabric wins the full scorecard. Each one leads on a specific set of metrics tied to specific use conditions. That's exactly why a scene-by-scene comparison earns its place in the buying decision.
Offshore & Saltwater Heavy-Duty: Woven vs Knit Field Performance
Saltwater doesn't negotiate. On an open deck, you're dealing with UV glare off flat water, PFD straps grinding into your shoulders for eight straight hours, and stainless rod holders snagging your shirt on every reach. That environment exposes the structural limits of knit fabric fast.
This is where woven polyester pulls ahead — by a wide margin.
The abrasion gap alone rules out knits. Martindale-equivalent friction testing puts wovens above 100,000 cycles before any real surface degradation — around 5% wear. Knits fail that same test at 20,000 cycles, with 40% surface wear and heavy pilling. On a working offshore deck, you'll see that difference in weeks, not seasons.
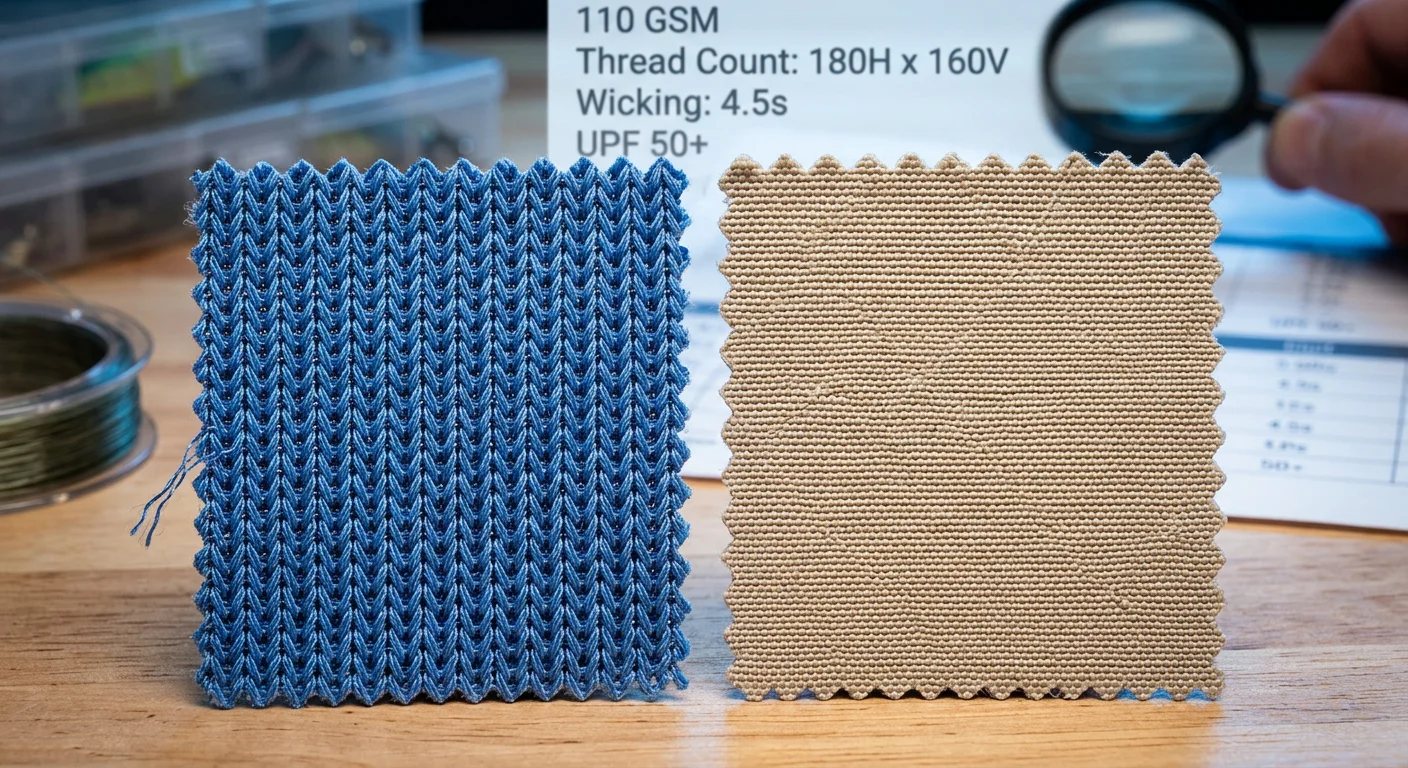
The physics tells the story. Knit fabric uses an interlocking loop structure — those V- and U-shaped stitches you can see up close. Those loops catch on buckle edges, stainless hardware, and guide feet. One caught loop ladders. A small snag turns into a running damage line across the whole shirt. Woven interlace doesn't have that problem. Stress spreads along the yarn path and stays contained.
Saltwater saturation makes things worse for knits. Woven polyester holds 85% of its tensile strength after 500 hours of saltwater immersion. It picks up just 5–10% extra weight at full saturation. Unstabilized knits, though, lose their shape through repeated soak-dry cycles. Collars go limp, pockets shift, cuffs shrink up.
The Offshore Woven Spec That Delivers
For serious offshore use, target 100–130 gsm mini-ripstop or tight plain weave polyester . That weight range hits the right balance. Dense enough for structural UPF 50+ protection and snag resistance. Light enough to stay wearable in high-UV heat.
Here are the construction details that separate a real offshore shirt from a gear-shop guess:
Bartack reinforcement at shoulder seams, PFD strap zones, rod-holder pocket corners, and D-ring attachment points
DWR hydrophobic finish to shed spray and cut dry time
Antimicrobial treatment to control odor through repeated salt and sweat exposure
UV-stabilized yarn — the UPF rating on day one means little. The rating at wash 30 is what counts
Knit isn't useless offshore. As a base layer with minimal hardware contact, the stretch and body-conforming fit still have value. But as an outer shell in direct contact with PFD straps, rod butts, and winch equipment? That's the wrong fabric for this job.
Inshore & Freshwater Active Casting: Woven vs Knit Field Performance

Inshore and freshwater casting puts a specific demand on a shirt. It's not the brutal punishment of an offshore deck. It's something more rhythmic and relentless — hundreds of overhead casts through humid air, wet waders pulling at your waist, a shoulder running its full rotation every thirty seconds for six hours straight.
That motion profile has a clear winner. Lightweight interlock or jersey knit in the 140–165 gsm range is the natural fit here.
The reason comes down to geometry. A knit construction delivers 25–40% multidirectional stretch without heavy spandex loading . During the casting stroke, stress points at the shoulder and elbow can see 15–20% elongation in real time. A standard plain weave fights that movement. It doesn't absorb the motion — it resists it. You feel that resistance build up across a full day of casting.
Wovens aren't disqualified, but they need engineering to stay competitive. Bi-swing backs, gusseted sleeves, engineered pleats — these are the fixes that let a woven shirt keep pace with knit's natural range of motion. Without them, you're wearing a rigid shell and calling it performance apparel.
Where Knit Pulls Further Ahead
Chafe matters more here than most anglers expect. Wader straps, wet fabric against the neck, PFD contact zones on a long wade — soft-hand knit reduces friction in all of these spots. Flatlock seams keep the profile low where it counts.
On moisture, the gap is clear and measurable:
Performance knit fishing shirts wick 3x faster than cotton
They reach a dry feel in 40 seconds under test conditions
Cotton sits above eight minutes in the same comparison
Premium inshore shirts hit 80% dry in under 15 minutes after repeated saltwater exposure
Top constructions hold 90%+ tear strength after 50 saltwater wash cycles
UPF coverage rounds out the picture. Most inshore-focused stretch fabric fishing clothing targets UPF 30–50+ . Quality constructions block up to 98% of UV rays at UPF 50. Offshore wovens hit that number through fabric structure alone. Knit shirts get there through finish quality — so ask about UPF retention past 100 wash cycles before you commit. That number tells you whether the protection holds or fades.
For inshore and freshwater work, knit isn't just acceptable. It's the construction this environment calls for.
Tournament & Competitive Angling: Woven vs Knit Field Performance
Competitive fishing has a uniform problem. Most anglers don't notice it until they're standing at the weigh-in stage looking sharp — then grinding through hour ten of a summer tournament looking wrecked.
Both scenarios need different fabrics. The gap between them is sharper than most tournament guides admit.
On the Water: Why Knit Owns the Active Hours
Think about the actual fishing — the casting, the crouching, the reaching across a console at 7 a.m. Performance polyester knit in the 120–160 gsm range is the working standard for all of that. Every endurance sport's team jerseys land on this construction. Tournament fishing is no different.
The reason is structural. Knit loop geometry delivers 50–150% elongation . It recovers to within 5% of original dimensions after 10,000 stretch cycles . That's not a marketing claim. That's the real benchmark for high-end activewear knits. It holds through repeated washing — not just fresh off the bolt.
For casting mechanics, that stretch is what counts. A full overhead stroke puts 15–20% real-time elongation on your shoulder and elbow contact zones. Woven construction fights that movement. Knit absorbs it and snaps back.
Moisture management is just as critical during competition:
Knit loop structures are more porous than wovens at the same weight — moisture evaporates faster under heat load
Synthetic polyester knits dry fast enough to stop the cling that breaks your focus at sweat peaks
Mesh and open-knit zones at the underarm and upper back increase localized airflow without adding GSM
For sublimation printing — full-coverage sponsor graphics and team branding that tournament visibility needs — interlock knit is the better surface . The loop matrix takes dye evenly. It flexes without cracking. Single jersey prints well across large color fills. Interlock gives you sharper edges on small sponsor logos and fine text under broadcast lighting.
Off the Water: When Wovens Take the Stage
Weigh-ins, media appearances, award ceremonies — woven polyester earns its place in a tournament wardrobe here.
Plain weave polyester in the 140–180 gsm range gives you a crisp collar, a clean placket, and a structured silhouette. Elite circuits and formal stages need that look. This isn't about performance metrics. It's about shape retention and visual consistency. Interlaced yarns hold their structure across a full production run. Unit one and unit two hundred look identical under camera lighting.
Wovens also hold a clear edge in snag and pilling resistance . Up against gear, equipment edges, and packed weigh-in environments, the dense interlaced grid keeps its surface intact. Knit loops in that same situation are exposed.
The Tournament Decision Matrix
Scenario | Recommended Construction | GSM Target |
|---|---|---|
Active fishing — 8–12 hr tournament day | Interlock / single jersey knit | 120–160 gsm |
Formal weigh-in / award stage | Plain weave woven polyester | 140–180 gsm |
Full-coverage sponsor sublimation | Interlock knit | 130–150 gsm |
Button-down uniform mandate | Plain weave poly or poly/nylon | 140–175 gsm |
The best tournament programs don't pick one or the other. They spec both. A lightweight jersey knit fishing shirt handles the competition hours. A structured woven button-down covers everything the camera catches at the dock.
Extreme Summer Heat & High-Humidity: Woven vs Knit Field Performance
At 90°F with 85% humidity, fabric construction stops being a preference. It becomes a physiological problem.
Here's the core issue: evaporation is your cooling mechanism on the water. Humidity past 70% slows that process down. At 90% RH, even advanced technical fabrics lose 25–60% of their wicking effectiveness. The construction you picked that morning either fights that reality or folds under it.
Knit wins this environment. Pique and mesh-knit structures create micro-airflow channels through their loop geometry. That's passive ventilation built into the fabric itself. Technical polyester knits spread moisture across the surface, expose it to air, and dry 3–5x faster than cotton in the same conditions. Sitting in a kayak seat or on a skiff with no wind? That loop structure generates its own circulation. A tight plain-weave shell just traps heat and sweat against your skin.
Wovens aren't out of the running — but they need real engineering to hold up here. A lightweight woven fishing shirt in the 4.0–5.0 oz/sq yd range with mesh ventilation panels, back-vent zones, and a relaxed cut can reach the same comfort level as knit. Skip those features, though, and the woven's breezy advantage fades fast once sweat volume picks up.
The one thing both constructions agree on: cotton doesn't belong in this conversation at all.
Condition | Recommended Construction | Key Feature |
|---|---|---|
90°F+, 80%+ RH, low wind | Technical mesh or pique knit | Loop-driven airflow, rapid lateral wicking |
Hot-humid, sun-exposed flats | Light woven + engineered vent panels | Structure + deliberate ventilation zones |
Confined seating (kayak, skiff) | Open-loop knit | Self-generated micro-circulation |
B2B Sourcing Blueprint: Technical Specs, MOQ & Production Cycles
Fabric construction decisions don't end at the design stage. Every procurement variable — ship date, budget, and final spec — traces back to that early fabric call.
The knit vs. woven divide shows up directly in fishing shirts supplier minimums and production windows. Those two numbers drive your entire launch calendar.
Knit mills offer flexible terms. Expect 300–500 kg MOQ per color on greige-plus-dye programs. Lead times run 15 to 25 days . Pricing for 140–180 gsm circular knit sits in the $2–4 per meter range. Lower minimums plus shorter cycles make knit the go-to for brands running fast seasonal color rotations or high-frequency graphic updates. Less loom setup. More flexibility. Faster rework if a shade misses.
Woven programs need more lead time. MOQ jumps to 1,000–3,000 meters per color . Lead times stretch to 25–35 days to cover loom setup and dye batching. 80–130 gsm plain weave or mini-ripstop prices between $2.5 and $5 per meter . That longer cycle fits better into stable, long-running collections — UPF woven programs built for consistent cover factor across multiple production runs.
Tech Pack Specifications: Lock These Before Bulk Release
Vague briefs create expensive problems. Every tech pack for a performance fishing shirt fabric needs to specify:
Fiber content and blend ratio
Construction type — interlock vs. jersey for knits; plain weave vs. mini-ripstop for wovens
GSM target with tolerance band
Finished width
Functional finishes : moisture-wicking treatment, anti-pilling, DWR where applicable
Color standard and lightbox approval method
Performance benchmarks : shrinkage, pilling grade, tensile/tear strength, seam behavior
Certifications required : OEKO-TEX, bluesign, GRS, plus any relevant transaction certificates
For polyester vs. nylon fishing shirt decisions at the sourcing stage, the choice is clear. Go polyester when dry time leads the brief. Switch to nylon when abrasion tolerance and fabric strength are the top field requirement. Just know that nylon dries slower — that's the trade-off.
Quality Control Gates: Knit vs. Woven Checklist
QC protocol differs by construction. Here's what each one needs.
For knits , run torque and spirality checks. Add dimensional stability testing after five wash cycles. Also validate seam stretch recovery before bulk sign-off.
For wovens , verify thread count and test fray resistance at raw edges. Run AATCC 107 colorfastness-to-saltwater testing on any fabric that sees saltwater exposure.
Both constructions share the same standard pre-cut gate:
Lab-dip approval
Roll-by-roll inspection
Shade-band review
GSM and width verification
Documented sign-off before cutting begins
Treat target MOQ of custom fishing shirts, lead-time tolerance, and unit cost as your three core planning variables. They govern fishing apparel supplier selection and launch window alignment. Everything else follows from those three.
Manufacturing & Garment Engineering: Seaming, QC & Finishing
Your fabric choice sets the performance ceiling. Your seaming decides whether you actually hit it.
Knit and woven constructions don't just need different fabrics — they need different sewing setups, stitch protocols, and QC logic. Run a knit shirt through a lockstitch line built for wovens, and you've already lost.
Knit: Stretch-Optimized Seaming
Knit seams are built to move. The working standard is a 504 overlock for structural seams, paired with a 406 coverstitch for hems and stretch panels. Overlock settings run at SPI 10–12 , seam width 4–6 mm . Differential feed gets dialed in to stop wavy hems and seam pucker.
Hem depth targets 20–25 mm at coverstitch zones. After stitching, the seam must recover clean — no grin, no popped threads under a stretch test.
Needle selection matters more than most brands admit. Light-to-medium knits need NM 70/10–80/12 ballpoint needles . The wrong needle geometry cuts yarn loops instead of parting them. That's hidden damage. It shows up as seam failure three months into wear.
Thread spec: polyester core-spun , checked for tensile strength and elongation at trims evaluation. All hardware must be nickel-free and corrosion-resistant. Saltwater exposure makes that a hard requirement.
Woven: Structure-First Reinforcement
Wovens use 301 lockstitch for topstitching and all structural seams that need a flat, crisp finish. High-stress zones — pocket openings, sleeve vents, placket bases — get bartack reinforcement per style spec. Pull tests check every attachment point before bulk sign-off.
Raw edges don't belong in a finished fishing shirt. Fray-prone wovens need overlock, binding, or bonded edge tape on inside finishing zones. Inside finishing (Zone C) must show no raw edges, no loose thread tails, and clean allowances throughout.
Visible topstitch run-off tolerance: ≤ 3 mm . Side seams and hems must sit flat — zero twisting or wave.
Pattern Engineering & Shrinkage Control
Every fabric needs 12–24 hours of flat relaxation before it hits the cutting table. This lets it reach its natural dimensions. Skip this step and you're cutting a fabric that hasn't stopped moving. That leads to post-wash size drift and seam distortion.
Inline QC compares before-wash and after-wash measurements across the sewing run. Acceptable shrinkage tolerance sits at ≤ 3–5% , depending on construction spec. For knits, seam stretch recovery gets tested at all high-stress points — shoulders, pocket openings, side panels. For wovens, the focus moves to mobility at articulated zones through fit sample testing.
Hard acrylic templates keep deviation tight on critical cutting lines. Pattern integrity stays consistent across the full production run.
QC Flow: Gate-by-Gate
Every performance fishing shirt passes through six inspection gates before it ships:
IQC — material receipt, colorfastness, GSM, shrinkage verification
Cutting QC — template accuracy, shade banding, roll-by-roll inspection
Inline / end-of-line sewing QC — SPI spot checks, seam pucker tests, needle and thread confirmation against style spec card
Wash + finishing QC — dimensional change, torque, seam grin, color bleed
Final inspection — skipped stitches, asymmetry, missing components, closure function
Packing QC — barcode, price ticket, folding method, carton sticker
Defect tracking runs on TLS (Traffic Light System) and RFT (Right First Time) metrics — tracked per line and per operator. Any shipment that exceeds defect thresholds goes back for full batch sorting . No partial releases.
Functional Finish Validation
Wicking treatments, UPF coatings, and antimicrobial finishes all interact with seam construction and pressing response. Validate every finish through lab test reports and sample runs before line adoption . A finish that weakens seam strength or causes press distortion under heat won't appear in a pre-production swatch. It shows up in returns.
Run 1–2 wash cycles during QC to catch post-treatment torque, seam pucker, and color bleed — before committing to bulk.
Decision Matrix: Scenario-to-Fabric Routing & Supply Chain Alignment
Four fishing scenarios. Four distinct fabric decisions. The matrix below cuts out the guessing.
Fishing Scenario | Recommended Construction | GSM Target | Top Performance Priority | Supply Chain Archetype |
|---|---|---|---|---|
Offshore / Charter | Woven ripstop or tight plain weave | 100–130 gsm | Tear strength ≥ 10–15 N; hardware pull-off > 90 N | Efficient-lean: longer cycles, fewer fishing shirts wholesalers, stronger QA |
Inshore / Wade / Freshwater | Interlock or jersey knit + elastane | 140–165 gsm | 4-way stretch ≥ 100% width / 60–80% length | Responsive-flexible: regional partners, rapid prototyping |
Tournament / Broadcast | Performance knit or sublimation-ready plain weave | 120–180 gsm | Sublimation stability < 3% shrinkage; shade ΔE < 1.5 | Event-driven: postponement printing, backup capacity |
Extreme Heat / Humidity | Pique or mesh knit; ultralight ventilated woven | 80–120 gsm | Wicking ≥ 15–20 cm / 30 min; dry time < 40 min | Niche technical: joint R&D and chain validation |
For B2B sourcing teams , score each fishing shirts manafacturer option against three weighted variables:
Performance fit carries 25–35% weight — use scenario-specific benchmarks, not generic specs
Lead time accounts for 20–25% — track fabric lead and garment lead separately in your planning calendar
Chain risk holds 10–20% — geographic concentration and historical OTIF data both count
Knit programs belong with flexible mills. Look for short changeover cycles and sublimation capability. Woven UPF programs require certified AATCC TM183 wash-retention data. The initial UPF rating means nothing on its own. You need the after-wash number to make a real call.
Conclusion
The fabric debate was never about woven versus knit. It was always about where you fish, how hard you push, and what you refuse to compromise on.
Chasing mahi-mahi sixty miles offshore? A ripstop woven fishing shirt with tight interlock structure and 150+ GSM weight isn't a preference — it's armor. Working a bass tournament at 9 AM in August humidity that feels like breathing through a wet towel? A 130 GSM jersey knit moisture-wicking fishing shirt stops being technical apparel. It becomes a survival decision.
Both fabrics are honest. Neither lies about what it is.
What lies is the assumption that one answer fits every rod, every reel, every coastline.
Use the decision matrix. Match your scenario. Demand the spec sheet from your fishing shirts supplier.
The best fishing shirt isn't the one with the most features. It's the one that disappears on your body the moment the fish shows up.